
���ͳɽM��ģ��ʲô��˼ ���ϴ��ͳɽM��ģ�������a���S��
�l�����ڣ�2024-03-07 10:01 ���ߣ����{
�ɽM��ģ�İlչڅ��
�ɽM��ģ�����˼�x����������ƽģ���f����ģ�_���������������a��ʽ��
20���o50������ڣ��νMģǻ�Ć��w�ɽM��ģ���p�Mģǻ�ġ���ģ������ǰ�K�����҇������У��p�Mģǻ�ġ���ģ���c���w�ɽM��ģ��ȣ����а��ŕr�������^�á���������ȃ��c���ʡ���ģ���õ����^���ձ�đ��á�
���S�����g�IJ���lչ��1�_�ɽM��ģ��ԭ����1�Mģǻ��2�Mģǻ�lչ���Mģǻ��ģǻ��һ���8�M��10�M��12�M��16�M��20�M�����ˣ����w���p�w�ɽM��ģ�������ɽM��ģ���M����
�ɽM��ģ���a���g���ݷ���
�ɽM��ģ���a������ƽģ���f���䃞�c���ڣ�
(1)��������Q����g�����sˮƽ���g;
(2)�����ăɂ����������ģ������棬�|���;��ȴ����ߣ�ȡ�����A�B��Ĩ�湤��;
(3)�m������v���܌����������ͣ������Ԅӻ����sʽ���a�Č��F;
(4)�ɽM��ģ�����B��ģ��Ȳ��ӟ�P�ܼӟᣬ��Ч�ʸߣ������p��С��
���óɽM��ģ����ˇ���������܇�g�Ŀv��߶ȿ��g��ռ��܇�gˮƽ��e���͵�ƽģ��1/3���£���ͬ��e܇�g�a����ߣ��Ԅӻ��͝��������O�伯�в��ã��O����\��Ч�ʵõ����@���������óɽM��ģ����ˇ�����Ĩ�湤�p�ٹ��˔���40%���ϣ����Ĩ�湤�s����3��5h���ɽM��ģ�Ɍ��F���K�������Н����������r�g�s�̣���֮�ɽMģ����Һ��ϵ�y�ʹźй̶��ȿ��ٷ�ʽ���_��ģ�r�gҲ�пs�̡��ɽM��ģ���Ϳ��r�g���ƽģ�s��4��6h���ɽM��ģ���͘��������a���D�Δ���s20%��25%���ɽM��ģ����ˇ���F�ԄӸ�Ч���B�������p�Ľ��ͣ�ˮ��ˮ��������������ã����B�ضȽ���10�����ϣ��r�gҲ�s��1��2h������Ч�����@��
���óɽM��ģ�������������������y�c���L�U�c��
(1)���a�D�����յ�ͬ�F�����OӋԭ�t�M���OӋ���A�Ƙ�������߅��Ҫ�A��䓽��䓽��B����Ͳ���@һ���c��������˘��������y��;
(2)�������Ăȉ������������ģ��׃�κ�©�{;
(3)䓽���A����ڻ����������r�ě_������������λ;
(4)�������Ě��ݲ����ų����܌��Ա��C�y�ȼӴ�;
(5)���˱���ɽM��ģ���汻�Ɖģ��A���A��IJ����̶�ʹ�õ��Ǵ����У����ƌ������ijߴ���F�^��ƫ��;
(6)�F�еĹ��{��Ͳʽ�����ע�{���c���{�����ڵײ������^����ʹ�Ï��ȸ��ߵ�ܛ���������̶���Ҫ������ᔣ����a�ɱ�����;
(7)��������Ĺ̶��ʹ�������A���̶��y�ȴ�С�������A�����Ãɂ������̶������g��PVC���A���ķ�ʽ�����������˹��ɱ��c���a�ɱ��⣬�乤��Ҳ׃�Ï��s�������ڴ������M��;
(8)�ɽM��ģ������ƽģ���f����ע��ģ����ƽ���c�ι̣��ɽM��ģģ���ڝ����������r�Q��ɂ����涼�漰©�{����ˣ�ģ�ߵ�ƽ���c�ܷ�l��ճ�N���P�I��ģ�ߵ��ι̶̳�Ӱ�ģ��ʹ�����ڣ�ģ�ߵİ��bλ���c�̶���ʽ���ܴ�̶țQ������ģ�ߵ�ʹ�������c�����|����
���{�ɽM��ģ�aƷ���

�p�|�ȸ�ɽM��ģ

pc��ɽM��ģ
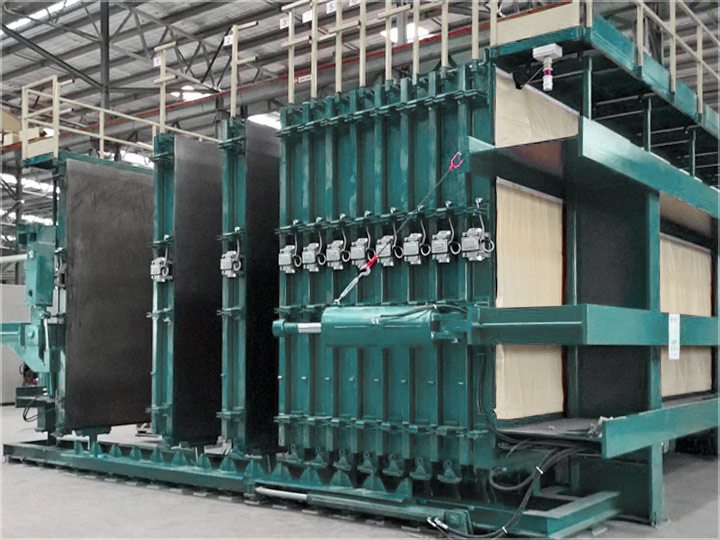
���ͳɽM��ģ���aϵ�y
���{��˾�OӋ�����Ĵ��ͳɽM��ģ���aϵ�y����Ҫ���c�У�
1.ģǻ�L�ȡ����ȡ���ȿ��{���M���NҎ���`�����a������
2.�Ɍ��F�ɽM��ģ߅ģ�Ԅ��_�ϣ���Q�˄ӑB��Ͼ��ȼ��ܷ⼼�g�y�c���M�㘋����Ч�����|�����a��
3.����Դ��������ģ��ϵ�y���Ɍ��F�ɽM��ģ���a��������������܌����|��Ҫ��
�������O�����c�Ļ��A�ϣ����{��˾��Ʒ�Ĵ��ͳɽM��ģ�Ɍ��F�������aЧ�棺
1.���a���������|���ã��A���λ�Üʴ_��
2.�O��ռ����eС����ʡ���g���\��Ч�ʵõ����@������
3.�o���˹�Ĩ�棬���s�˹�40%���ϣ����s�Õr����3��5h��
4.�ɽM��ģ���Ϳ��r�g���ƽģ�s��4��6h�������r�g�s�̼s30%��
�S������סլ�a�I�����ߵďV���������У��F���ڄ����ɱ��Ĵ����ߣ�ʩ���h���Gɫ��Ҫ����Mһ�����������ġ����ܡ���̼�����P��Ҏ��ȫ��λ��ʩ���鉦��Ĵ����ã�Ҳ�顰�ɽM��ģ���Ŀ��ٰlչ�ṩ��ǰ��δ�еİlչ�C����
- ��һƪ�����ϵ��¾C�Ϲ����A�Ƽ�ģ�ߏS��
- ��һƪ�������b��ʽUHPC����ģ�ߏS��




